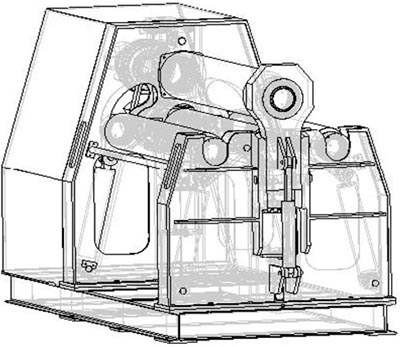
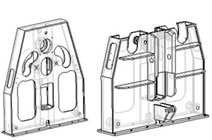
重型、可靠性高的焊接机架结构安装在坚固的底部框架结构上,确保机床的精度和可靠性。固定、翻倒侧机架为 Q235B钢板焊接件,焊后回火处理,金加工而成。下辊两缸均以无杆腔工作,保持系统的一致性,即工作压力一致,配套性一致,且油缸有效面积大。只有一处动密封,升降速度适合卷板工艺要求,便于控制两油缸的同步性,维修方便,可维修性大大加强。
底部框架结构由型板整体焊接,振动去应力后加工而成。抗扭断面系数高,强度刚性均好。安装,使用方便,尤其适应流动性强的使用要求,对地基的要求较低,搬迁工作方便。
3-6、全自动四辊液压系统
①全自动四辊卷板机总体概述
液压系统制作严格按照国标、行标执行,布置合理。充分考虑高效节能、减少浪费,减少发热源。系统独立,联接点采用专业密封胶,杜绝渗漏现象,维修、维护方便。其中液压泵采用高压油泵、液压阀选用榆次油研叠加阀系列,试验压力 25Mpa无渗漏。管路布置简洁、泄漏少,维护调试方便。为保证油液清洁,在油泵油口处设有滤油器,从油泵出来的压力油首先进入调压系统,调定压力,然后通过阀块,经换向阀通向油缸。
②液压系统组成
液压系统由油泵、阀组、流体连接件、液压辅件等组成。液压阀选用叠加阀系列,管路布置简洁、维护调试方便。系统由三种回路组成,超压保护及压力调节回路、同步回路、速度回路组成。压力调节回路通过主溢流阀调节系统工作压力。系统工作压力 19.5MPa。同步回路通过分流节流阀对下辊、侧辊的上升、下降粗步分流同步,节流阀进行上、下调节;位移传感器检测,使下辊、侧辊的同步精度保持在±0.05mm。速度回路控制翻倒侧机器的翻倒、复位,通过节流阀进行回路节流速度的调节。
③各种保护
下辊、侧辊的上升、下降分别有溢流阀作压力极限保护。
3-7、电气控制系统
①总体概述
设备电控系统由电控柜、操作控制台组成。本机控制电器(包括PLC)均安装在配电柜内。采用屏幕数据显示,操作方便。主电路采用三相 380V/50Hz交流电,NC控制输入电路采用 24V直流电,控制输出回路采用 220V/50Hz交流电。主电机驱动液压泵站提供动力,主要原器件采用国内著名厂产品。严格按照国家标准制作,结构布置合理,具有必要的安全保护措施。
控制柜上设有制品卷制过程的全部控制按钮、指示灯、可编程触摸显示器等,以对整机的卷制工作状态监视、操作控制。
②各种保护
电机有相应的断路器作过电流短路保护和热继电器作过负荷保护;下辊、侧辊升降均有相应的限位开关作极限保护;翻倒缸的翻倒、复位分别设有上、下限位开关极限保护;总电源断路器有分励脱扣器,在操作台及翻倒支架侧均有“急停”按钮以远程切断 总电源。
③各种互锁
翻倒架充分的复位后,下辊、侧辊升降、上下辊正反转等动作方可进行 (以“翻倒架复位”限位开关作检测);
④故障指示
主电机过载时,故障指示灯提示;PLC发生故障时,故障指示灯提示。
⑤数显的功能
数显系统具有卷制过程的实时监控、数据传输和断电记忆等功能,人机界面以中文显示直观明了。
⑥实时监控功能
显示器屏幕上显示下辊油缸上下的位移量(Yg、Yf)、侧辊升降量(X)。
⑦人机对话功能
通过系统操作输入,LCD显示,可以实现卷制工件参数的编辑、修改等功能。工业控制器 PLC根据自动检测上辊两端位置并控制,保证同步精度。位移传感器位移分辨率为 0.05mm。
具备故障自动诊断功能。
5、设备操作性能说明
上辊通过液压马达驱动减速机,减速机输出端分别与上辊直接联接传递驱动扭矩,提供工件弯曲变形扭矩。上辊马达具有平衡制动功能,确保卷制工件操作准确稳定。驱动采用工进和快进双速选择,大大提高卷制功效。
下辊升降采用油缸驱动。驱动下辊垂直升降,保持工件夹持端预弯夹紧。
侧辊通过油缸围绕上辊作弧形往复升降。侧辊往复位置决定了加工工件曲率。在圆锥筒体加工过程中侧辊两侧可分别调整。
6、四辊技术特色:
□ 四辊卷板机被公认为是最快速、最精确、最容易使用的卷板机。
□ 板材水平进入辊子之间,在进料过程中,便利的送料台替代了高架起重设备。
□ 与进料端的相对的是后侧辊,可用作后挡料,对板材立即进行成直角平行位置,板材校平容易简单,单人操作即可。
□ 板材校正后,上辊和下部中间的夹送辊立即对其进行夹紧,因此预弯和卷曲操作安全容易,不存在板材滑脱的风险。
□ 在板材前端预弯后,可以立即卷制成所需要直径的圆筒(即四辊卷板机既可以前方弯曲,也可以后方弯曲)。圆筒可一次通过卷板成型。因为只在机床一侧需要进料所用的空间即可,这就意味着机床所需要的操作车间的空间较少。
□ 锥形卷曲较容易,可卷制昀大角度超过 120°的锥体(此时卷板能力约为平常的 1/3)。侧辊倾斜决定锥形的角度,下中心辊也可以倾斜、夹紧并驱动板材。
□ 在卷板过程中,保证对板材的夹紧及驱动,四辊卷板机是唯一可以通过 NC和 CNC系统有效控制的卷板机。
□ 预弯操作时不需要板材倾斜到工作面以下。
□ 侧辊的任意倾斜调整对卷筒错边等缺陷校正非常方便。
□ 下辊、两侧辊均采用两个液压比例阀和 H型换向阀的紧锁回路,两侧同步精度为 +/-0.2mm,确保下辊、两侧辊可以精确停留在任何位置。
□ 卷筒较圆和卷制缺陷校正比三辊卷板机更加方便,易操作。
□ 设备液压系统设有超压保护,电器系统有断路器作过电流保护、过热、热继电器作过负荷保护,发生故障时,故障指示灯提示。设备主要动作间有安全互锁保护。
7、四辊主要标准件件配置
| A、双列调心轴承 |
瓦房店轴承总厂 |
| B、主要液压阀 |
山西榆次油研液压有限公司 |
| C、液压泵 |
合肥长源 |
| D、液压电机 |
上海力超/苏州德能 |
| E、PLC可编程控制器 |
欧姆龙 |
| F、主要电气组件 |
正泰 |
| G、密封圈 |
台湾鼎基 |
| H、液压马达 |
宁波 |
8、四辊卷板机供货范围
1)机体
2)电控设备
3)液压装置
4)润滑装置
5)电机线路配件及必要的材料(电机线路控制柜到执行机构的接线)
6)液压管路配件及必要的材料
9、非供货范围
1)在需方工厂的地基装配 、安装敷管接线和其它配件
2)机器四周的铺板
3)初始电气接线配件及必要的材料
4)接地配件及必要的材料
5)液压油及润滑油脂
10 、四辊卷板机售后服务及承诺
四辊卷板机经终验收双方签字起计算,供方对售出设备实行一年保修,终生维修。
质保期内,供方对卷板机出现的各类非人为造成的故障应及时免费提供维修服务对非人为造成的各类零件损坏及时免费更换。
四辊卷板机运行故障时,供方承诺收到服务信息后8小时内应作出响应,有关人员48小时内到达现场,解决问题,故障不排除,维修人员不撤离现场。
质保期满后,供方长期提供优惠收费的技术和备件服务。
四辊卷板机验收时,供方负责免费培训需方的三至四名编程、维护、操作人员,直到能独立熟练操作、维护和保养设备,并对一般设备故障能够分析、判断并排除故障(培训时间不包括安装、调试时间)。
四辊卷板机培训内容:
四辊卷板机数控系统的编程;
四辊卷板机结构与性能;
卷板机基本操作;
四辊卷板机基本故障排除;
四辊卷板机基本维修保养等。
供方承诺在合同质保期内外,当卷板机软件程序的版本升级时,免费为甲方提供版本升级服务。