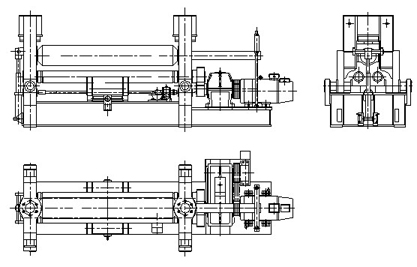
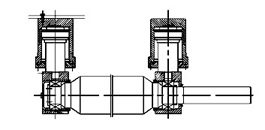
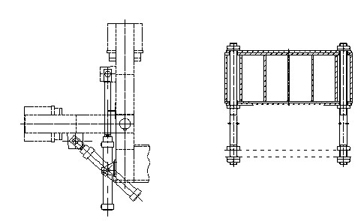
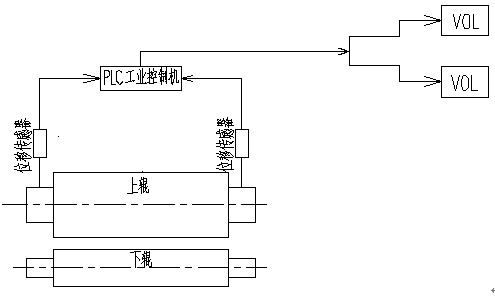
一、上辊万能式三辊总述: 图1-1设备实物图与设备总图(仅供参考)W11S系列上辊水平移动式卷板机主要功能及特点:本卷板机是在引进国内外先进技术的基础上,结合国内实际情况生产的一种新型卷板机。由于其电器控制系统采用了位移传感器,配以PLC可编程控制器(日本OMRON公司产品)、触摸屏PC,因此可自动检测上辊两端位置并对其加以实时监控,保证同步精度。不仅可对制品进行预弯和快速卷板成形,同时还具有卷制制品精度高,无需辅助设备,投资少的特点。上辊万能式三辊卷板机上辊可以垂直、水平移动,预弯时通过上辊水平移动,使上辊相对于下辊呈非对称位置来实现。滚圆时通过电动机、减速机带动两下辊进行。由于下辊的标高不变,所以便于进料和操作。二、上辊万能式三辊卷板机主要技术参数:型式 上辊数控上辊加压力 430Tons上辊直径 Φ540mm下辊直径 Φ275mm两下辊中心距 460mm托辊组数 1组托辊数目 4根最大卷制板幅 2500mm辊子的工作长度 2600mm驱动速度 约3.5m/min卷制能力 σs≤245Mpa对称卷制 T40×B2500×Φmin900 mm×mm×mm非对称卷制 T32×B2600×Φmin900 mm×mm×mm驱动卷制功率 45KW液压电机功率 22KW水平移动电机功率 7.5KW剩余直边 ≤2~2.5倍板厚三 、上辊万能式三辊卷板机结构:W11S系列上辊水平移动式卷板机同时具备预弯与卷圆(圆弧)的双重功能,设备主体结构是由上辊装置 、下辊及水平移动装置 、托辊装置 、主传动装置 、翻倒装置 、左右侧机架和底盘组成 。主传动可以作正反转,为板材的卷制提供卷制扭距。3-1上辊装置上辊装置主要由主油缸 、上辊轴承座 、上辊 、双列调心轴承等组成 。两主油缸提供卷制板材所需加压力,主油缸工作压力为19.5Mpa 。上辊材质42CrMo,按照JB/ZG4289-86轧辊钢标准,调质硬度HB260-300,表面中频淬火HRC42-50 。3-2下辊及水平移动装置下辊装置由下辊 、下辊轴承座 、下辊输入齿轮 、下辊滑动轴承等组成 。下辊主传动提供动力,通过主传动输出齿轮 、下辊输入齿轮 、开式传动扭矩至下辊 。下辊材质为合金钢, 调质硬度HB260-300,表面中频淬火HRC42-50 。水平移动装置由水平移动电机 、蜗轮蜗杆箱 、蜗轮蜗杆等组成 。水平移动装置由水平移动电机提供动力,通过蜗轮蜗杆箱 、蜗轮蜗杆 、丝杆丝母机构带动上辊的水平移动,实现板材的非对称卷制 。 图3-2下辊及水平移动装置
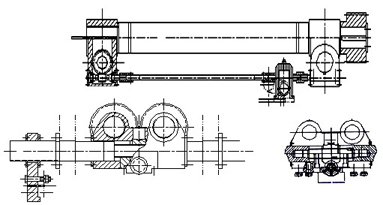
3-3托辊装置托辊装置由丝母丝杆机构 、斜楔机构 、托辊等组成 。托辊材质为45#钢,调质处理,硬度为HB190-220,辊子表面硬度低于下辊辊子的表面硬度,且表面车削螺旋槽,有效防止了下累的氧化皮、杂质损坏下辊工作表面,托辊可以上下调节,根据卷制板材规格的负荷大小,进行上下调节 。 图3-3托辊装置3-4主传动装置主传动装置由主电机 、三角皮带 、圆柱齿轮减速箱 、电液推杆制动器等组成 。主传动可以正反转,为板材的卷制提供动力 。
图3-4主传动装置
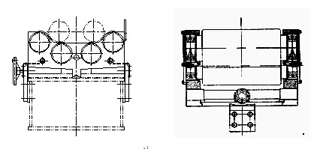
3-5翻倒装置翻倒装置由翻倒机架、滑枕 、翻倒油缸销轴等组成 。翻倒油缸采用单级缸,翻倒油缸活塞杆镀铬处理。翻倒装置使翻倒侧机架翻倒,便于工件沿辊子轴向方向取出,完成卸料工步。翻倒机架复位后即可以进行下一个工件的卷制加工。
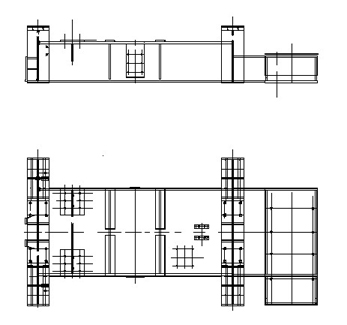
图3-5翻倒装置3-6固定 、翻倒侧机架 、底盘、固定 、翻倒侧机架 、底盘为钢板焊接件,采用CO2气体保护焊,焊后退火去除应力 、喷丸处理 。固定、翻倒侧机架用来安置两主油缸。底盘采用框架结构,抗扭断面系数高,地脚螺栓少,安装、调试方便。
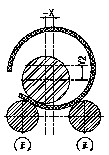
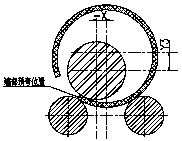
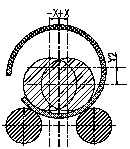
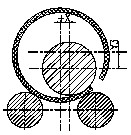
图3-6底盘装置四 、上辊万能式三辊卷板机液压系统:液压系统由齿轮泵/轴向柱塞泵、阀组 、辅助管路件等组成 。液压阀选用榆次油研/台湾叠加阀系列,管路布置简洁 、维护调试方便 。系统由三种回路组成,压力调节回路 、同步回路 、速度回路组成 。压力调节回路通过主溢流阀调节系统工作压力 。系统工作压力19.5Mpa 。同步回路通过分流节流阀对上辊的上升 、下降粗步分流同步,节流阀进行上 、下调节;位移传感器检测,上辊同步的定位精度±0.25mm 。速度回路控制翻倒侧机架的翻倒 、复位,通过节流阀进行速度的调节 。液压系统冬季用L-HM32#抗磨液压油,夏季用L-HM46#抗磨液压油。要求尽量减少油液的污染,每隔半年检查油质情况,确保液压系统正常工作。五 、上辊万能式三辊卷板机电气控制系统5-1.上辊万能式三辊卷板机电气控制系统总体概述设备电控系统由电控柜 、操作控制台 、手持按钮盒组成 。动力电源三相四线制380V/50Hz 。控制电路采用PLC可编程控制器系统,继电器少,动作可靠,寿命长 。控制柜上设有完成制品卷制过程全部控制按钮 、指示灯 、可编程触摸显示器等,以对整机的卷制工作状态监视 、操作控制 。5-2.上辊万能式三辊卷板机电气控制系统各种保护各电机均有相应的断路器作过电流短路保护;各电机均有相应的热继电器作过负荷保护;上辊水平移动 、托辊升降均有相应的限位开关作极限保护;翻倒缸的翻倒 、复位分别设有上 、下限位开关极限保护;总电源断路器有分励脱扣器,在操作台及翻倒支架侧均有“急停”按钮以远程切断总电源 。5-3.上辊万能式三辊卷板机电气控制系统各种互锁翻倒架充分的复位后,上辊升降 、前后移动 、下辊正反转 、托辊升降等动作方可进行(以“翻倒架复位”限位开关作检测);上辊位于上位时,上辊水平移动 、翻倒侧单独下降不可进行(“上辊上位” 限位开关作检测);5-4 、上辊万能式三辊卷板机电气控制系统故障指示下辊电机 、水平移动电机 、托辊电机过载时,故障指示灯提示;PLC发生故障时,故障指示灯提示 。六 、数控系统6-1 、总体概述本系统采用了韩国奥托尼克斯旋转编码器、台湾威伦(WEINVIEW)真彩触摸屏PC、欧姆龙(OMRON)PLC可编程控制器,组成了一个性能可靠,实时性强的控制系统 。6-2 、数显的功能***卷制圆筒工艺参数计算功能***通过提供的软件,输入制品的板厚T、板宽B、卷径φ、板材的屈服极限σs、端曲系数TK,可以计算卷制板材所需的工艺参数:上辊加压力P、上辊水平移动量X和-X、上辊升降Y1、上辊升降Y2、上辊升降Y3、上辊升降Y4、。手动在触摸屏幕上对工艺参数Y2 、Y3、X、 -X进行设定,并实现上辊上下、水平移动量的数字控制。数控系统具有卷制过程的实时监控、数据传输和断电记忆等功能,人机界面以中文显示直观明了。***实时监控功能***触摸屏上显示上辊主油缸上下的位移量(翻倒侧 Y1、固定侧Y2 ) 、上辊水平移动量(水平位 ±X ) 。并可自由设定上辊上下、左右坐标值,自动运行到想要的目标值 。
***人机对话功能***通过系统操作输入,LCD显示,可以实现卷制工件参数的编辑、修改、等功能。工业控制器PLC根据自动检测上辊两端位置并控制,保证同步精度±0.15mm。位移传感器位移分辨率为0.05mm,显示精度为±0.05mm。具备故障自动诊断功能。
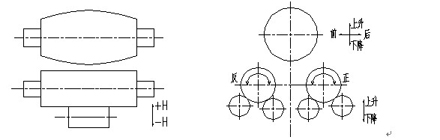
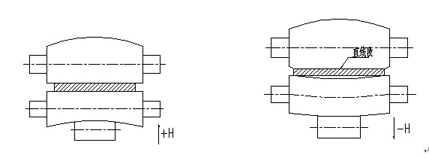
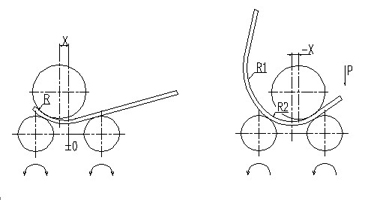
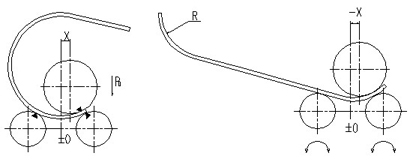
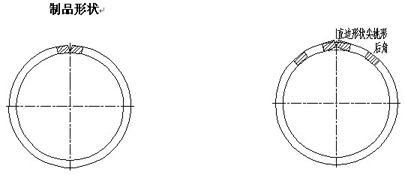
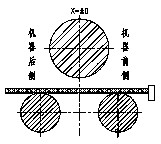
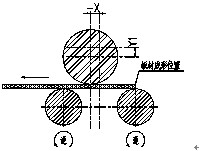
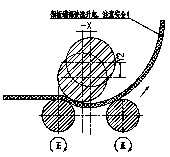
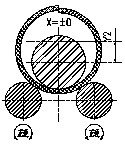
七 、上辊万能式技术特色7-1鼓形上辊,下辊下部托辊配合调节,高精度的制品直线度采用鼓形上辊,上辊鼓形预置量一般为辊子均布载荷的70%来预置,较小直径的下辊,下辊的下部有上下可调节的托辊支撑 。根据卷制制品的负荷,调节下辊下部的托辊,大大提高了制品的直线度 。 A 、卷制厚板情形 B卷制薄板情形卷制厚的板材,下辊下部的托辊向上调节;卷制薄的板材,下辊下部的托辊向下调节。7-2后方弯曲卷制,高精度制品圆度上辊万能式卷板机采用后方弯曲(板材送进的方向与上辊移动的方向相反),上辊一边压下,下辊一边旋转,连续弯曲,板材的端部预弯直接加压预弯,避免了前方弯曲后角的产生,而且可以控制剩余直边的长度 、形状 。一般三辊非对称式采用前方弯曲,先对板材的两端部预弯,然后对称卷制成形,需要熟练的操作员工,制品出现后角,且剩余直边的形状难以控制 。A 、上辊万能式卷板机 B 、三辊非对称式(上辊水平调整式 、下辊水平调整式 、弧形下调式 、四辊卷板机等) 上辊一边压下,下辊一边旋转 先对板材的端部进行预弯,然后对称进行卷制 。板材的端部,采用直接加压式预弯 下辊正反转,先预弯,后卷制 制品不存在后角,剩余直边的端部控 制品存在后角,剩余直边的端控制在 制在部标准圆上,制品的圆度高 。 标准圆上比较困难,制品的圆度不高 。7-3减小制品错边量上辊万能式卷板机减少制品错边量采取了以下措施:①两下辊 、两下辊中心距尺寸精度 、形位公差作为关键工序控制;②上辊的同步电液结合,采用反馈系统,自动调平 。位移传感器检测,上辊油缸的行程前置放大器信号放大,控制机比较,高、低电平给可编程控制器,控制上辊两端电磁换向阀电磁铁,不断反馈比较,同步精度控制在±0.15mm范围之内。7-4高精度的端部预弯端部预弯时,通过上辊的水平移动量的大小来改变,能够自由地设定直边长度;上辊直接加压,控制直边的形状,实现高精度的端部预弯 。7-5卷板工艺第一步:送进板材,对料;第二步:上辊水平移动至-X位置,下降至Y1位置;下辊反转,使钢板至成形位置。第三步:下辊一边正转,上辊一边压下;第四步:上辊压下至Y2位置停止,下辊连续正转;第五步:至板材的端部停止,上辊压下Y3停止,对板材的端部直接加压预弯;第六步:上辊提升Y2-α,水平移动+X位置,压下相同位置Y2,下辊正转;第七步:至板材的端部停止,上辊压下Y3位置停止,对板材的端部直接加压预弯;第八步:上辊移至X=0,压下至Y4位置,下辊正反转,进行补偿弯曲。八 、上辊万能式卷板机设计 、制造 、安装和验收标准JB/T8796-1998 卷板机 精度JB/T1829-1997 锻压机械通用技术条件GB17120-1997 锻压机械安全技术条件JB/T8609-1997 锻压机械焊接件技术条件JB3623-84 锻压机械噪声测量方法JB/ZQ4000.5 铸件通用技术条件JB/ZQ4000.9 装配通用技术条件JB/ZQ4000.10 涂装通用技术条件GB3766-83 液压系统通用技术条件GB16754-1997 机械安全急停设计原则GB/T5226.1-1996 工业机械电气设备 第1部分:通用技术条件九 、主要标准件配置1双列调心轴承 瓦房店2主要液压阀 榆次油研3齿轮泵/轴向柱塞泵 合肥液压件厂/启东申力4主电机 江阴凯澄5辅电机 山东开元6 PLC可编程控制器 欧姆龙(OMRON)7触摸屏 台湾威伦(WEINVIEN)8油缸 江苏东蒙9密封圈 台湾顶基10位移传感器 韩国奥托尼克斯11减速机 江苏泰兴12底盘/侧机架 江苏东蒙十 、供货范围10-1、供货范围内10-1-1、机体;10-1-2、电控设备;10-1-3、液压装置;10-1-4、润滑装置;10-1-5、电机线路配件及必要的材料(电机线路控制柜到执行机构的接线);10-1-6、液压管路配件及必要的材料;10-1-7、油漆;10-2、供货范围外10-2-1、在需方工厂的地基装配 、安装敷管接线和其它配件;10-2-2、机器四周的铺板;10-2-3、初始电气接线配件及必要的材料;10-2-4、接地配件及必要的材料;10-2-5、液压油及润滑油脂 。十一、设备售后服务承诺12-1、设备的安装、调试供方在合同生效15天内提供设备基础图,需方负责设备基础施工(包括接地)和二次灌浆并将设备电源引进到电控柜。设备指导安装调试由供方负责,需方提供起吊及人员配合,供方须在接到需方通知5天内调试人员到位,1周内完成设备调试。(大型设备在现场装配除外)设备安装调试所需的工具,需方提供通用工具和设备吊装,并派人员全力配合,机床调试用的润滑油、液压油需方解决。需方负责机器四周的铺板制作和安装。12-2、技术资料提供设备使用说明书、设备及部件装配图、液压原理图、润滑图及润滑说明、电气原理图、电气布置图、设备安装布置基础图。提供外购件出厂合格证明、液压件出厂合格证明、外协件出厂合格证、对辊子的材料及热处理提供详细的参数及证明。12-3、售后服务12-3-1、上辊万能式三辊卷板机设备保修期1年,1年内设备出现任何制造质量问题,均由供方负责解决。保修期内,需方有能力处理的故障自行排除,出现故障时,供方接到甲方通知后24小时内给予明确答复。在设备保修期内,供货方对设备出现的制造故障及时免费提供维修服务,对非人为造成的各类零件损坏,及时地免费更换。设备终身随时满足用户对备品、备件的要求。12-3-2、免费技术培训。我公司负责免费培训需方机械、液压、电气操作人员,使买方人员熟悉设备的性能,熟练操作使用。12-3-3、我公司对设备实行终身服务,并优惠提供备件。12-3-4、严格执行我公司质量承诺:①、产品质量合格率100%,优质、可靠;②、顾客至上、恪守信誉。③、在售后服务过程中,服务人员做到故障不排除,不撤离现场,直至顾客满意。