三辊卷板机主要特点:
独特的弯曲工艺,高精度端部预弯,连续弯曲无后角,弯曲过程数字控制
人机对话控制界面,高效智能操作
物理弯曲工艺软件,人机对话窗口,弯曲过程自动补偿。单人操作,高效安全便捷
丰富的弯曲形状
具有卷制O型、U型、多段R等不同的形状
多机型的选择制
根据用途或用户要求,具有经济型数显机型、TC数控机型选
本卷板机是在引进国内外先进技术的基础上,结合国内实际情况生产的一种新型卷板机。由于其电器控制系统采用了位移传感器,配以PLC可编程控制器(日本OMRON公司产品)、触摸屏PC,因此可自动检测上辊两端位置并对其加以实时监控,保证同步精度。不仅可对制品进行预弯和快速卷板成形,同时还具有卷制制品精度高,无需辅助设备,投资少的特点。
本卷板机上辊可以垂直、水平移动,预弯时通过上辊水平移动,使上辊相对于下辊呈非对称位置来实现。滚圆时通过电动机、减速机带动两下辊进行。由于下辊的标高不变,所以便于进料和操作。
二、三辊卷板机主要技术参数:
|
名称
参数 |
上辊万能式卷板机 |
| W11S-25*2500 |
| 上辊加压力 |
190 T |
| 上辊直径 |
φ380 mm |
| 下辊直径 |
φ200 mm |
| 两下辊中心距 |
330 mm |
| 托辊组数 |
1组 |
| 托辊数目 |
4根 |
| 最大卷制板幅 |
2500mm |
| 辊子工作长度 |
2600mm |
| 驱动速度 |
约4 m/min |
| 卷制能力 |
σs≤245Mpa |
| 对称卷制 |
T25×B2500×Φmin1200 mm |
| 非对称卷制 |
T20×B2500×Φmin1200 mm |
| 驱动卷制功率 |
22 kW |
| 液压电机功率 |
7.5 kW |
| 水平移动电机功率 |
4 kW |
三 、三辊卷板机的结构:
W11S系列上辊水平移动式卷板机同时具备预弯与卷圆(圆弧)的双重功能,设备主体结构是由上辊装置 、下辊及水平移动装置 、托辊装置 、主传动装置 、翻倒装置 、左右侧机架和底盘组成 。主传动可以作正反转,为板材的卷制提供卷制扭矩。
3-1上辊装置
上辊装置由主油缸、上辊轴承座、上辊、双列调心轴承等组成。
两主油缸提供卷制板材所需的加压力,主油缸工作压力为19.5 MPa。
双列调心轴承采用低速、重载的调心滚子轴承。
上辊呈鼓形,设计时以上辊最大加压力的负荷系数0.7均布载荷来预置补偿上辊受力变形挠度。
上辊材质为合金钢42CrMo,粗加工后调质处理,HB260~290,按照JB/ZG4289-86轧辊钢标准,静安全系数为3,刚度符合(1/700~1/1000)L L—指两侧机架中心线之间的距离。
3-2下辊及水平移动装置
下辊装置由下辊 、下辊轴承座 、下辊输入齿轮 、下辊滑动轴承等组成 。
下辊主传动提供动力,通过主传动输出齿轮 、下辊输入齿轮 、开式传动扭矩至下辊 。
下辊材质为合金钢45,粗加工后调质处理,HB260~290,按照JB/ZG4289-86轧辊钢标准,静安全系数为3,刚度符合(1/700~1/1000)L L—指两侧机架中心线之间距离。
下辊滑动轴承选用SF-1自润滑复合材料。
水平移动装置由水平移动电机提供动力,通过蜗轮蜗杆箱、蜗轮蜗杆、丝杆丝母机构带动上辊装置的水平移动,实现板材的非对称卷制。
下辊主传动提供动力,通过主传动输出齿轮、下辊输入齿轮、开式传动扭矩至下辊。
3-3托辊装置
托辊装置由丝母丝杆机构 、斜楔机构 、托辊、调心滚子轴承等组成 。
托辊材质为45#钢,调质处理硬度为HB190-220,托辊的表面硬度低于下辊辊子的表面硬度,且托辊表面有螺旋槽,防止辊子与辊子之间有焊渣、氧化皮、杂皮等损坏工作辊,
托辊共一组每组四根,根据卷制板材规格的负荷大小,进行上下调节。
托辊两端采用调心滚动轴承,摩擦阻力小,从薄板到厚板,卷制范围广
3-4主传动装置
主传动装置由主电机 、三角皮带 、圆柱齿轮减速箱 、电液推杆制动器等组成 。
主传动可以正反转,为板材的卷制提供扭矩 。
3-5翻倒装置
翻倒装置由翻倒机架、滑枕 、翻倒油缸、销轴等组成 。翻倒油缸采用单级缸,活塞杆镀铬处理。翻倒装置使翻倒侧机架翻倒,便于工件沿辊子轴向方向取出,完成卸料工步。翻倒机架复位后即可以进行下一个工件的卷制加工。
3-6固定 、翻倒侧机架 、底盘
固定、翻倒侧机架、底盘为钢板焊接件,焊后退火去除应力、喷丸处理。
固定、翻倒侧机架用来安置两主油缸。
底盘采用封闭式框架底盘,其抗弯扭矩性能好,地脚螺栓少,基础只需承受设备自重,节约基础施工费用,且便于机器安装与搬运。
四 、三辊卷板机液压系统
三辊卷板机液压系统由柱塞泵 、阀组 、辅助管路件等组成 。液压阀选用叠加阀系列,管路布置简洁 、维护调试方便 。
三辊卷板机系统由三种回路组成,压力调节回路 、同步回路 、速度回路组成 。
压力调节回路通过主溢流阀调节系统工作压力 。系统工作压力19.5MPa 。同步回路通过分流节流阀对上辊的上升 、下降粗步分流同步,节流阀进行上 、下调节;位移传感器检测,上辊同步的定位精度±0.20mm 。
速度回路控制翻倒侧机架的翻倒 、复位,通过节流阀进行速度的调节 。
液压系统冬季用L-HM32#抗磨液压油,夏季用L-HM46#抗磨液压油。要求尽量减少油液的污染,每隔半年检查油质情况,确保液压系统正常工作。
五 、三辊卷板机电气控制系统
5-1三辊卷板机总体概述
设备电控系统由电控柜 、操作控制台 、手持按钮组成 。动力电源三相四线制380V/50Hz 。
控制电路采用PLC可编程控制器系统,继电器少,动作可靠,寿命长 。
控制柜上设有完成制品卷制过程全部控制按钮 、指示灯 、可编程触摸显示器等,以对整机的卷制工作状态监视 、操作控制 。
5-2三辊卷板机各种保护
各电机均有相应的断路器作过电流短路保护。
各电机均有相应的热继电器作过负荷保护。
上辊水平移动 、托辊升降均有相应的限位开关作极限保护。
翻倒缸的翻倒 、复位分别设有上 、下限位开关极限保护。
总电源断路器有分励脱扣器,在操作台及翻倒支架侧均有“急停”按钮以远程切断总电源 。
5-3各种互锁
翻倒架充分的复位后,上辊升降 、前后移动 、下辊正反转 、托辊升降等动作方可进行(以“翻倒架复位”限位开关作检测)。
上辊位于上位时,上辊水平移动 、翻倒侧单独下降不可进行(“上辊上位” 限位开关作检测)。
5-4故障指示
下辊电机 、水平移动电机 、托辊电机过载时,故障指示灯提示;
PLC发生故障时,故障指示灯提示 。
六 、三辊卷板机数控系统:
6-1 三辊卷板机总体概述
本系统采用了旋转编码器、触摸屏、PLC可编程控制器,组成了一个性能可靠,实时性强的控制系统 。
6-2 数显的功能
数显系统具有卷制过程的实时监控 、数据传输和断电记忆等功能 。
***实时监控功能***
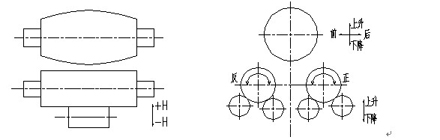
触摸屏上显示上辊主油缸上下的位移量(翻倒侧 Y1、固定侧Y2 ) 、上辊水平移动量(水平位 X ) 。
并可自由设定上辊上下、左右坐标值,自动运行到想要的目标值 。
七 、上辊万能式卷板机技术特色
7-1鼓形上辊,下辊下部托辊配合调节,高精度的制品直线度
采用鼓形上辊,上辊鼓形预置量一般为辊子均布载荷的70%来预置,较小直径的下辊,下辊的下部有上下可调节的托辊支撑 。根据卷制制品的负荷,调节下辊下部的托辊,大大提高了制品的直线度 。
 A 、卷制厚板情形 B卷制薄板情形
A 、卷制厚板情形 B卷制薄板情形
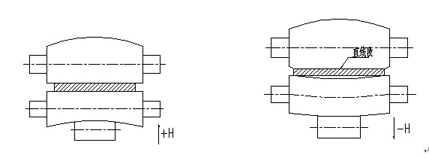 卷制厚的板材,下辊下部的托辊向上调节;卷制薄的板材,下辊下部的托辊向下调节。
卷制厚的板材,下辊下部的托辊向上调节;卷制薄的板材,下辊下部的托辊向下调节。
7-2后方弯曲卷制,高精度制品圆度
上辊万能式卷板机采用后方弯曲(板材送进的方向与上辊移动的方向相反),上辊一边压下,下辊一边旋转,连续弯曲,板材的端部预弯直接加压预弯,避免了前方弯曲后角的产生,而且可以控制剩余直边的长度 、形状 。
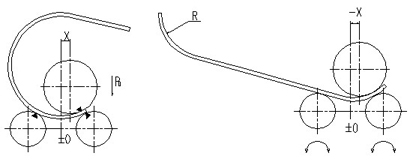
一般三辊非对称式采用前方弯曲,先对板材的两端部预弯,然后对称卷制成形,需要熟练的操作员工,制品出现后角,且剩余直边的形状难以控制 。
A 、上辊万能式卷板机
B 、三辊非对称式(上辊水平调整式 、下辊水平调整式 、弧形下调式 、四辊卷板机等)
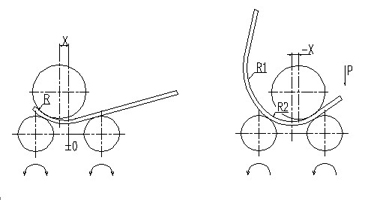 上辊一边压下,下辊一边旋转 先对板材的端部进行预弯,然后对称进行卷制 。
上辊一边压下,下辊一边旋转 先对板材的端部进行预弯,然后对称进行卷制 。
 板材的端部,采用直接加压式预弯 下辊正反转,先预弯,后卷制
板材的端部,采用直接加压式预弯 下辊正反转,先预弯,后卷制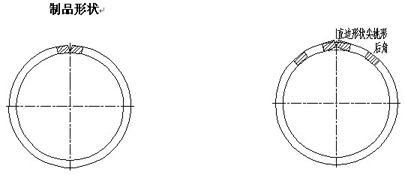 制品不存在后角,剩余直边的端部控 制品存在后角,剩余直边的端控制在
制品不存在后角,剩余直边的端部控 制品存在后角,剩余直边的端控制在
制在部标准圆上,制品的圆度高 。 标准圆上比较困难,制品的圆度不高 。
7-3减小制品错边量
上辊万能式卷板机减少制品错边量采取了以下措施:
① 两下辊 、两下辊中心距尺寸精度 、形位公差作为关键工序控制;
②上辊的同步电液结合,采用反馈系统,自动调平 。
7-4高精度的端部预弯
端部预弯时,通过上辊的水平移动量的大小来改变,能够自由地设定直边长度;上辊直接加压,控制直边的形状,实现高精度的端部预弯 。
八 、上辊万能式卷板机设计 、制造 、安装和验收标准
卷板机制造、安装调试和交验执行下列标准和文件
JB/T8796-1998 卷板机 精度
JB/T1829-1997 锻压机械通用技术条件
GB17120-1997 锻压机械安全技术条件
JB/T8609-1997 锻压机械焊接件技术条件
JB3623-1994 锻压机械噪声测量方法
JB/ZQ4000.5-1999 铸件通用技术条件
JB/ZQ4000.9 -1999 装配通用技术条件
JB/ZQ4000.10 -1999 涂装通用技术条件
GB3766-2001 液压系统通用技术条件
GB16754-2008 机械安全急停设计原则
GB5226.1-2008 机械安全 机械电气设备第1部分通用技术条件
设备的运输、安装调试
卷板机预验收合格后,由供方负责运到需方指定的工作场地,并免费负责卷板机的指导安装与调试工作。
需方按供方提供的图纸技术资料要求,提前做好卷板机的安装地基、将电源(含接地装置)接至需方指定的地基位置处。同时在卷板机的安装中做好配合、协助工作。(设备就位费用由需方负责)。
卷板机到达需方现场前5~10日内,供方应主动与需方约定好卷板机就位时间并及时按约定时间到达现场,搞好卷板机就位工作。同时,根据第二次灌浆干燥情况双方约定卷板机调试时间。
卷板机就位二次灌浆后,供方按约定时间准时到达现场,对卷板机做好调试工作。
卷板机包装和运输方案:
设备包装、运输及保险由供方负责(含费用)。
主机包装方案为裸装。供方应对设备电气(数控)系统部分和其它需要的部分做好防潮、防震、防锈、防粗暴装卸等防范工作,并适合陆路运输、整体吊装工作,符合国家相关标准要求。交货地点:需方指定地点。
九 、主要标准件配置
1 双列调心轴承 瓦房店
2 主要液压阀 榆次油研
3 齿轮泵 合肥长源
4 主电机 无锡宏达
5 辅电机 上海力超/苏州
6 PLC可编程控制器 欧姆龙
7 触摸屏 台湾威伦
8 油缸 南通弘力
9 密封圈 台湾顶基
10 位移传感器 奥托尼克斯
11 减速器 南通弘力
十 、供货范围
10-1供货范围内
1)机体
2)电控设备
3)液压装置
4)润滑装置
5)电机线路配件及必要的材料(电机线路控制柜到执行机构的接线)
6)液压管路配件及必要的材料
10-2供货范围外
1)在需方工厂的地基装配 、安装敷管接线和其它配件
2)机器四周的铺板
3)初始电气接线配件及必要的材料
4)接地配件及必要的材料
5)液压油及润滑油脂
十一 、售后服务及承诺
卷板机经终验收双方签字起计算,供方对售出设备实行一年保修,终生维修。
质保期内,供方对卷板机出现的各类非人为造成的故障应及时免费提供维修服务对非人为造成的各类零件损坏及时免费更换。
卷板机运行故障时,供方承诺收到服务信息后8小时内应作出响应,有关人员48小时内到达现场,解决问题,故障不排除,维修人员不撤离现场。
质保期满后,供方长期提供优惠收费的技术和备件服务。
卷板机验收时,供方负责免费培训需方的三至四名编程、维护、操作人员,直到能独立熟练操作、维护和保养设备,并对一般设备故障能够分析、判断并排除故障(培训时间不包括安装、调试时间)。
培训内容:卷板机数控系统的编程;卷板机结构与性能;卷板机基本操作;卷板机基本故障排除;卷板机基本维修保养等。
供方承诺在合同质保期内外,当卷板机软件程序的版本升级时,免费为甲方提供版本升级服务。